1.坡口塑料FRPP管坡口可用锉刀、坡口机或车床加工。坡口表面应有粗糙的毛面,一般可用于木工锉打毛。坡口角度45°。
2.钻孔钻孔可用钻床、手提式电钻或手摇钻进行钻孔。钻孔速度为30-75m/min,厚板每钻入7-8mm,应将钻头从孔内提起,然后再施钻,以利于冷却和排除切屑。
3.车削可在普通车床上以1000-2000mm/min的速度进行加工,加工时产生的热量很难散失,因此,切削时除应选择高速切削FRPP管外,还应选用锋利的车刀。


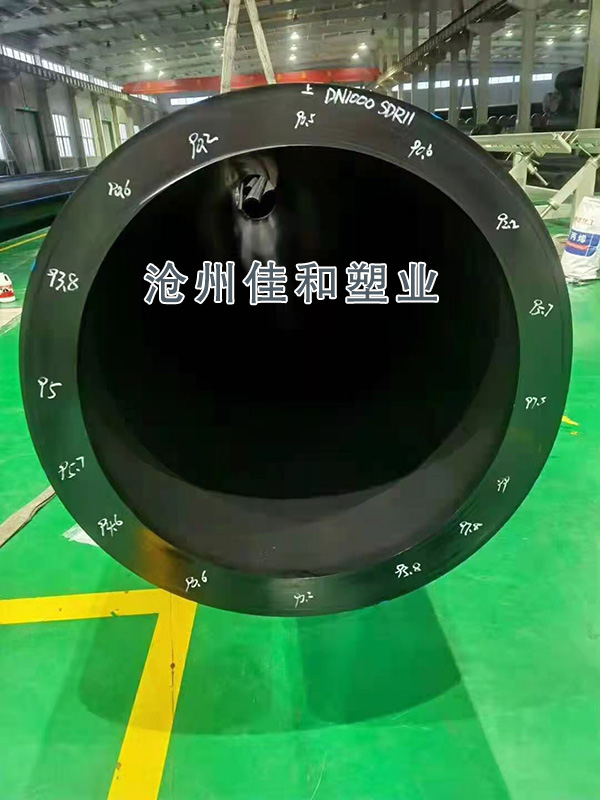 HDPE给水管材
HDPE给水管材
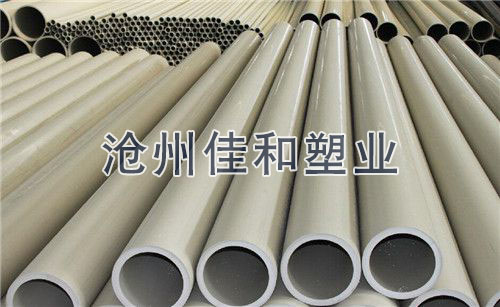 PPH管材及管件
PPH管材及管件
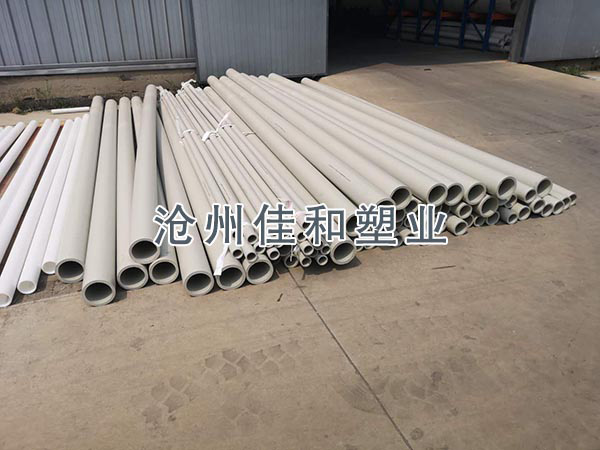 PPH管材及管件
PPH管材及管件
 FRPP底阀
FRPP底阀
1.坡口塑料FRPP管坡口可用锉刀、坡口机或车床加工。坡口表面应有粗糙的毛面,一般可用于木工锉打毛。坡口角度45°。
2.钻孔钻孔可用钻床、手提式电钻或手摇钻进行钻孔。钻孔速度为30-75m/min,厚板每钻入7-8mm,应将钻头从孔内提起,然后再施钻,以利于冷却和排除切屑。
3.车削可在普通车床上以1000-2000mm/min的速度进行加工,加工时产生的热量很难散失,因此,切削时除应选择高速切削FRPP管外,还应选用锋利的车刀。
SEO技术支持:QQ79471598 网站备案/许可证号:冀ICP备13002132号-2
