

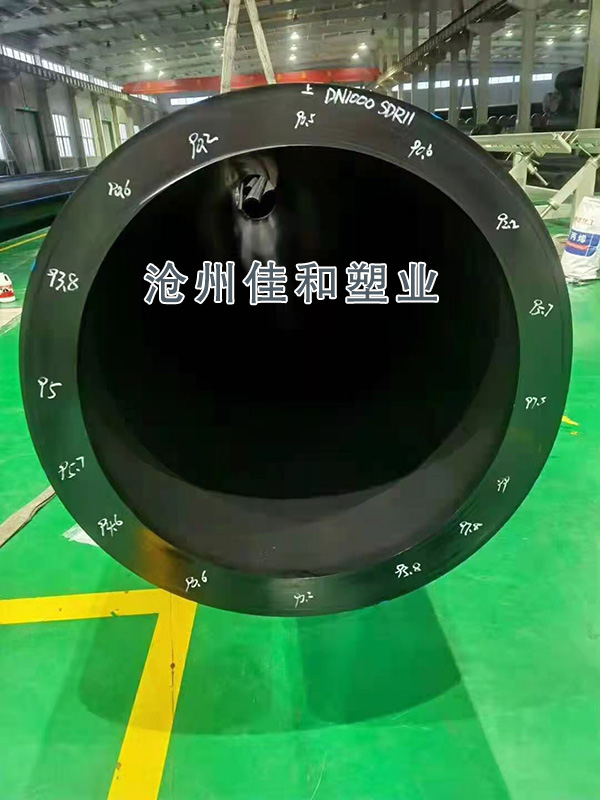
 HDPE给水管材
HDPE给水管材
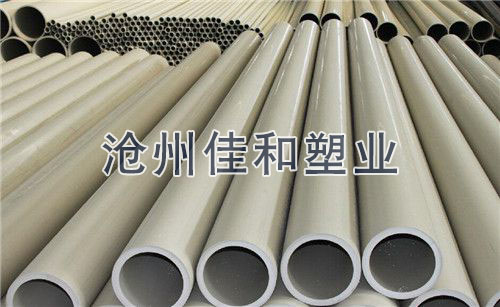 PPH管材及管件
PPH管材及管件
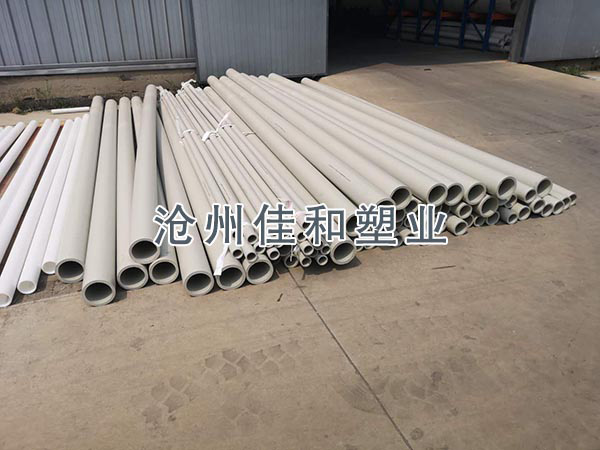 PPH管材及管件
PPH管材及管件
 FRPP底阀
FRPP底阀
首先将预成形PP管件管坯放人右固定凹模内,搬动凸轮手柄6使左活动凹模右行,从而把管坯夹紧。上模下行时,压平凸模n的导头导正管坯,然后由三块组成的环状扩口凸模将管端扩成喇叭口。上模继续下行,通过楔面作用使扩口凸模沿径向撑开,压平凸模的环状平面将管端喇叭口压平口上模回程时,在橡皮10和拉簧12的作用下,使三块扩口凸模复位合拢。搬动凸轮手柄,左活动凹模在拉簧作用下向左复位,从而取出管件。
在实际生产中,管端口部要求卷边的管件也较为常见,这类零件既可旋压成形,一也可采用模具冲压成形。用于管端卷边的简易模所示。凹模做成对开式,左半凹模固定在下模板上,右半凹模在手柄,凸轮作用下作水平运动,从而将PP管坯夹紧,对管坯起到外支撑作用。凸模工作部分按卷边的尺寸大小做成弧面形状,当上模下行时,管端边缘在压力作用下便沿凸模弧面作平滑的弯曲,从而完成卷边加工。该模具结构简单,但由于凹模的开启与合拢靠手柄、凸轮来实现,因此操作不方便,生产率低
